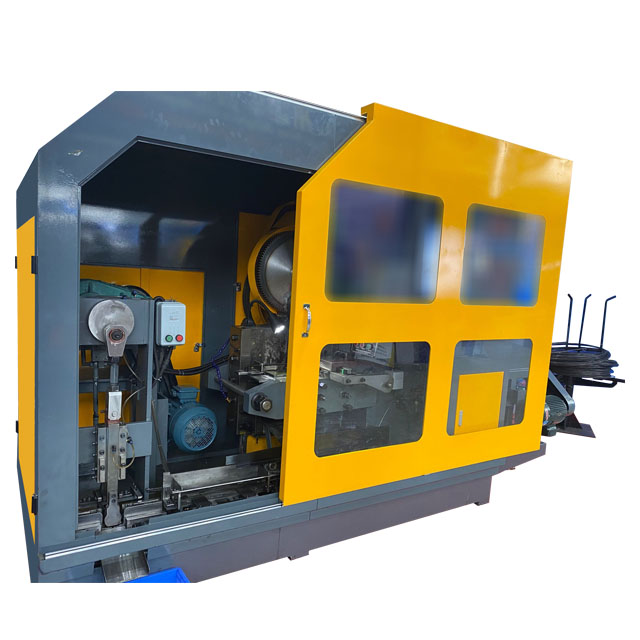
Knigų gaminimo aparatas yra specialiai sukurtas įvairių rūšių kniedėms gaminti. Pirmiausia metalinė viela tiekiama į mašiną, kuri tada supjaustoma į mažas fiksuoto ilgio dalis. Toliau jis paspaudžiamas per formą, kad vienas ar abu vielos galai būtų suformuoti į kniedės galvos formą.
Knigų gaminimo aparatas yra specialiai sukurtas įvairių rūšių kniedėms gaminti. Pirmiausia metalinė viela tiekiama į mašiną, kuri tada supjaustoma į mažas fiksuoto ilgio dalis. Toliau jis paspaudžiamas per formą, kad vienas ar abu vielos galai būtų suformuoti į kniedės galvos formą.
Produkto parametras (specifikacija)
| Modelis |
Vienetas |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6S |
WH-NF 24B-6S |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Kalimo stotis |
Ne. |
6 | 6 | 6 | 6 | 6 | 6 |
| Per riešutų butus |
mm |
5.5-12.7 |
10-17 |
14–22 |
17–26 |
24-33 | 30–41 |
| Tinkamas šešiabriaunis riešutas |
Nuo |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Nukirstas dia |
mm |
11 | 16 | 19 | 24 | 31 | 40 |
| Miršta |
mm |
50 | 60 | 80 | 100 | 140 | 165 |
| Kalimo galia |
Ton |
60 | 90 | 135 | 230 | 360 | 450 |
| Pagrindinis variklis |
HP |
15 | 20 | 50 | 75 | 150 | 200 |
| Tepimo variklis |
HP |
1.5 | 1.5 | 1,5 3 | 1,5 3 | 3 | 3 |
| Įdiegtas kiekis |
Nustatytas |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Tepalas |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Apytikslis svoris |
Ton |
4.5 | 8 | 14 | 25 | 45 | 72 |
Knukų kūrimo mašinos savybės yra gana akivaizdžios. Pelėsio pakeitimas yra labai patogus. Norėdami sukurti skirtingas kniedžių formas, tiesiog pakeiskite pelėsių rinkinį. Pavyzdžiui, nuo apvalių galvų iki plokščių galvų. Šios mašinos smūgio jėga pakanka. Nesvarbu, ar tai aliuminis, vario ar geležies medžiagos, jis gali išstumti įprastas galvutes be jokių įtrūkimų ar deformacijų.

Informacija apie produktą
Knigų gaminimo mašina daugiausia naudoja šalto antraštės procesą, kad viela virsta kietomis kniedėmis. Šis procesas apima vielos maitinimą, ją ištiesinti, supjaustyti į tikslus ruošinius ir suformuoti kniedės galvutę. Mašina naudoja aukštą slėgį, naudodamas perforatorių, kad išspausdintų ir supjaustytų vieną blanko galą pelėsio ertmėje. Šaltojo antraštės procesas sukelia metalą, todėl suformuoja būdingą kniedės galvos formą, nereikia šildyti medžiagos.
Pirmiausia mašina į tiesinimo mechanizmą padeda vielos strypą (paprastai pagamintą iš plieno, aliuminio ar vario lydinio), kad būtų pašalintos bet kokios lenkimo. Tada tikslaus kirpimo mašina supjaustė ištiesintą laidą į tam tikro ilgio ruošinius. Šie vienodai dydžio ruošiniai yra žaliavos prieš įeinant į šalto antraštės skyrių (norint sudaryti kniedžių galvutes), ir jos yra nepaprastai svarbios.
Daugelyje kniedžių gaminimo mašinų yra įrengtos kirpimo stotis iškart po nusiminimo proceso. Šis žingsnis gali pašalinti mažus urvus ar aštrius kraštus, suformuotus naujos kniedės galvos krašte (metalo perteklius, išspaustas tarp perforatoriaus ir štampo). Apipjaustymas užtikrina, kad kniedės galvutė turi aiškų kontūrą ir pastovų skersmenį, kuris yra labai svarbus tinkamam montavimui ir išvaizdai.