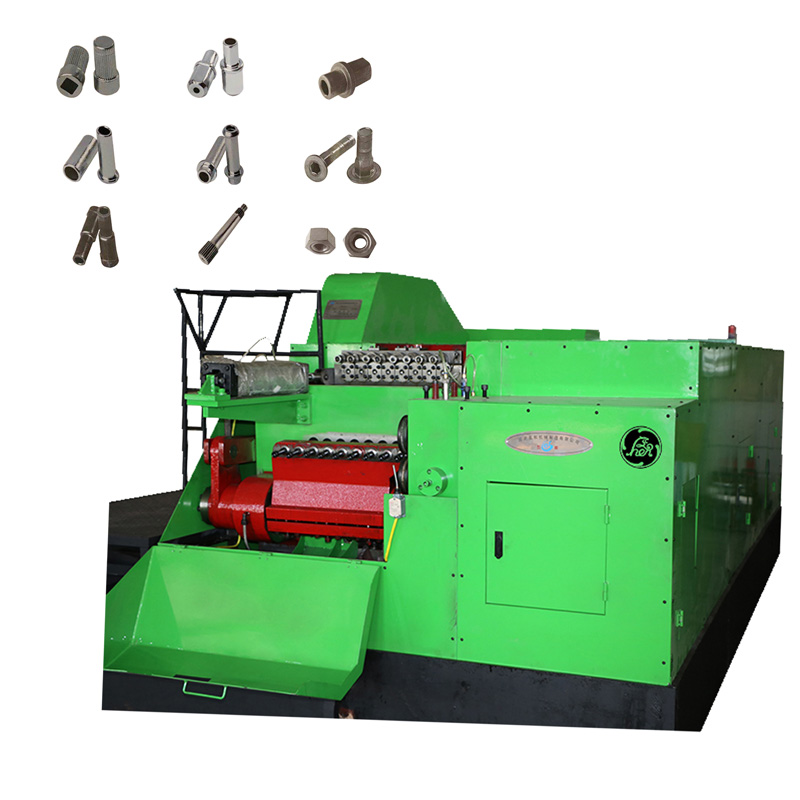
Kelių stočių šalto antraštės mašinayra labai automatizuota pramoninė įranga, kuri realizuoja efektyvų metalo formavimąsi per šalto antraštės procesą. Jis daugiausia naudojamas tvirtinimo detalėms, tokioms kaip varžtai ir veržlės bei sudėtingos aparatūros dalys, gaminti. Kokie yra kelių stočių šalto antraštės greičio valdymo įgūdžiai? Šis turinys atsakys į jūsų klausimus.
Diržo pavaraKelių stočių šalto antraštės mašinayra pagrindinis šalto antraštės mašinos perdavimo būdas. Todėl diržo įtempimo sureguliavimas yra pirmasis šalto antraštės mašinos greičio valdymo žingsnis. Pirmiausia būtina patikrinti, ar diržas yra per laisvas, ar per didelis. Jei įtempimas yra tinkamas, įtempimo veržlę reikia sureguliuoti taip, kad diržas neslystų perdavimo proceso metu.
PagrindinisKelių stočių šalto antraštės mašinasusideda iš variklio, jungties, pavaros veleno ir pagrindinės pavaros pavaros. Todėl, sureguliavus pagrindinės pavaros pavaros atitikimo laipsnį, taip pat galite pasiekti šalto antraštės mašinos greičio valdymą. Tiksliau, būtina patikrinti, ar atitikimo laipsnis tarp pagrindinės pavaros pavaros ir transmisijos veleno yra pagrįstas. Jei tarpas tarp pavarų yra per didelis, būtina sureguliuoti pavaros galo paviršių, polinkio kampą ir kirpimo kampą bei kitus parametrus, kad pavaros būtų labiau pritaikytos.
Redukatorius yra vienas iš pagrindinių šalto antraštės mašinos komponentų. Tai gali paversti greičio variklio sukimąsi į mažo greičio sukimąsi, tinkantį šalto antraštės mašinos greičiui. Todėl reduktoriaus pavarų perjungimo pritaikymas taip pat yra vienas iš pagrindinių žingsnių šalto antraštės greičio reguliavimo etape. Tiksliau, būtina patikrinti, ar reduktoriaus pavarų perjungimas yra pagrįstas. Jei prošvaisa yra per didelė, būtina sureguliuoti pavaros padėtį, požymio kampą ir kirpimo kampą bei kitus parametrus, kad pavaros būtų labiau pritaikytos.